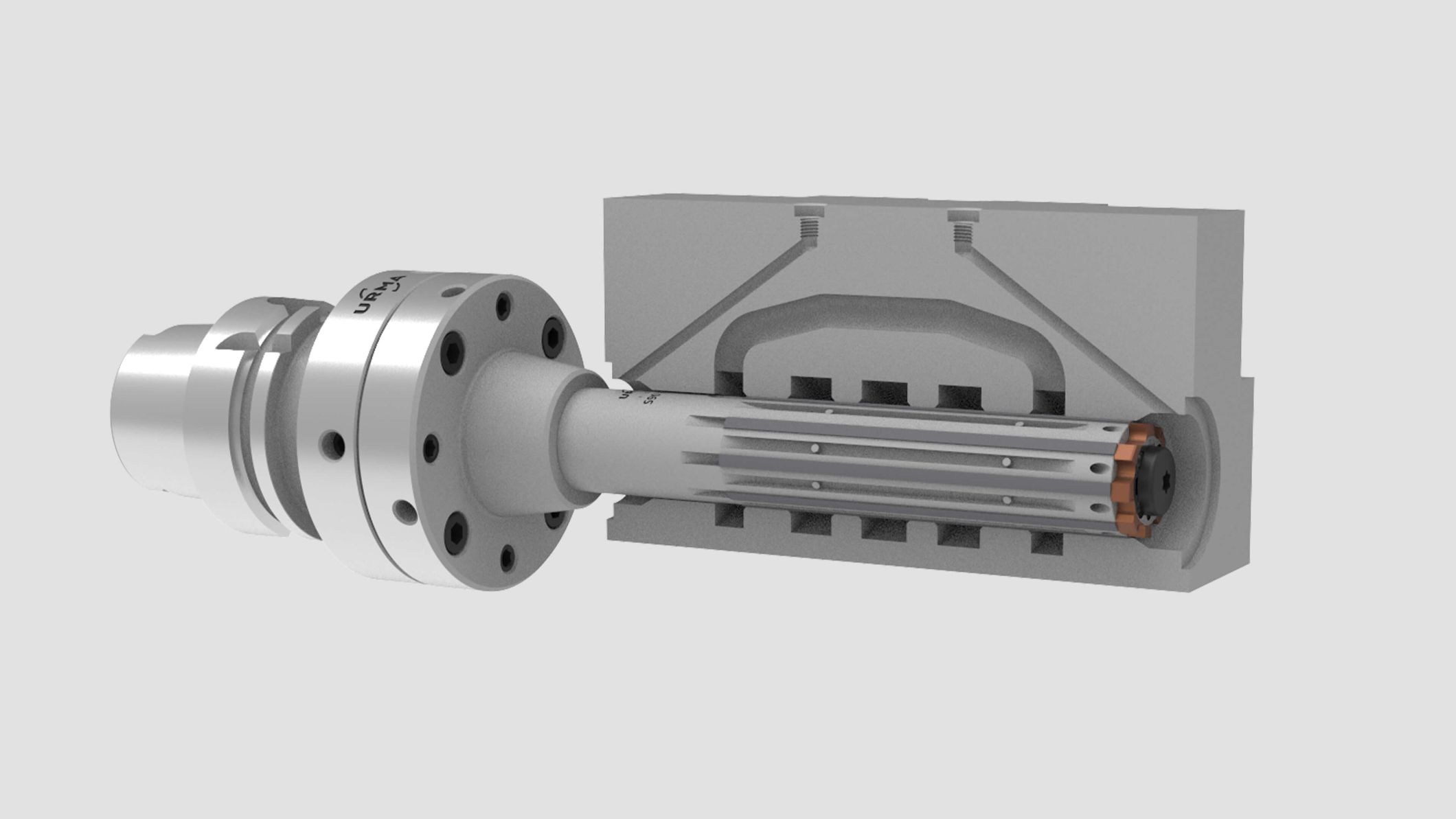
Sonder-Reibwerkzeug mit Führungsleisten
Höchste Vorschübe mit mehrschneidigem RX-Reibwerkzeug
Das Schnellwechsel-System ermöglicht einen Schneidenwechsel innert kürzester Zeit, ohne das Werkzeug aus der Maschine zu entfernen und Einstellungen vornehmen zu müssen.
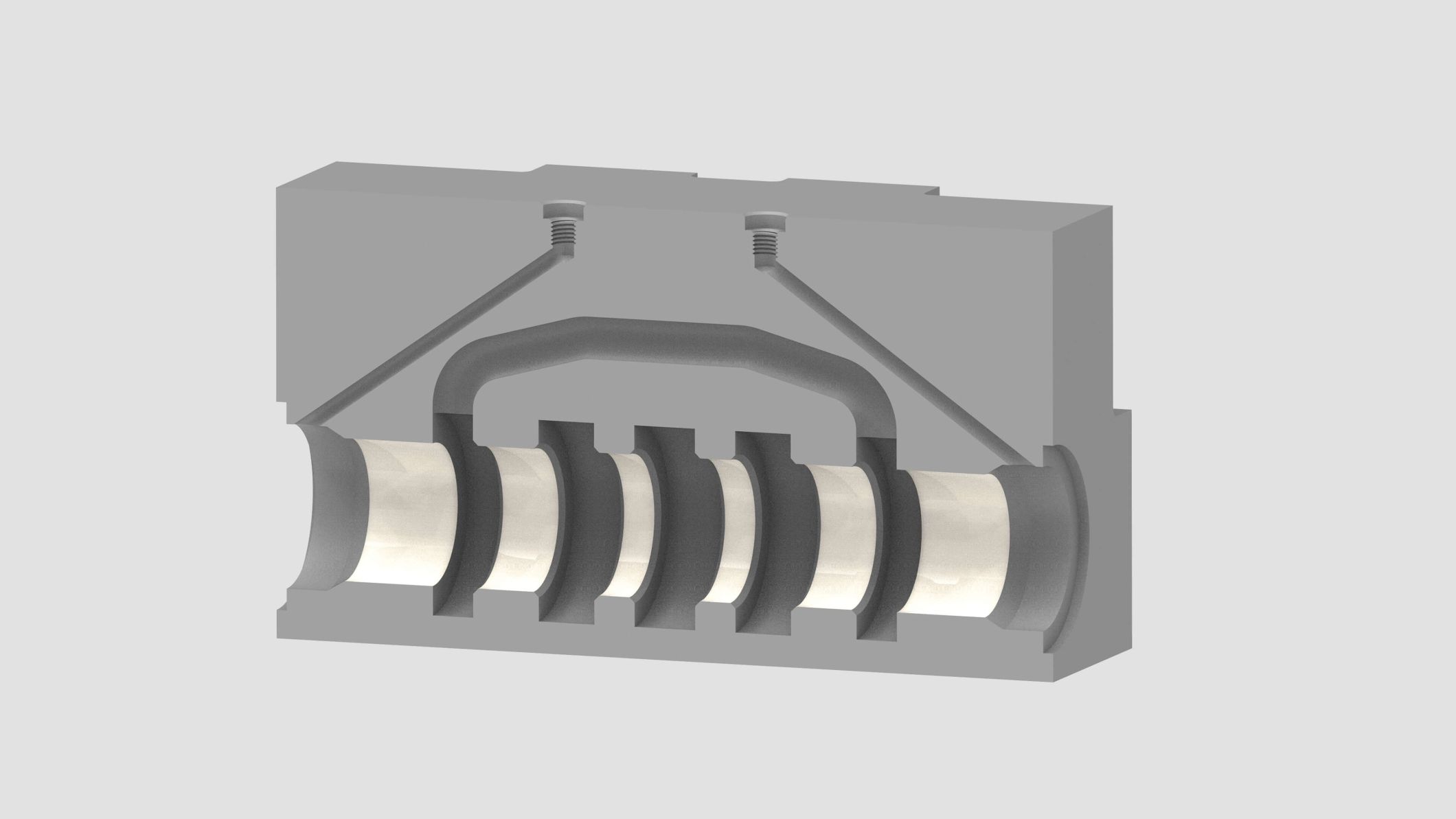
Bei Hydraulik-Steuerventilen mit grösseren Fertigungstoleranzen kann auf nachträgliches Honen verzichtet werden.