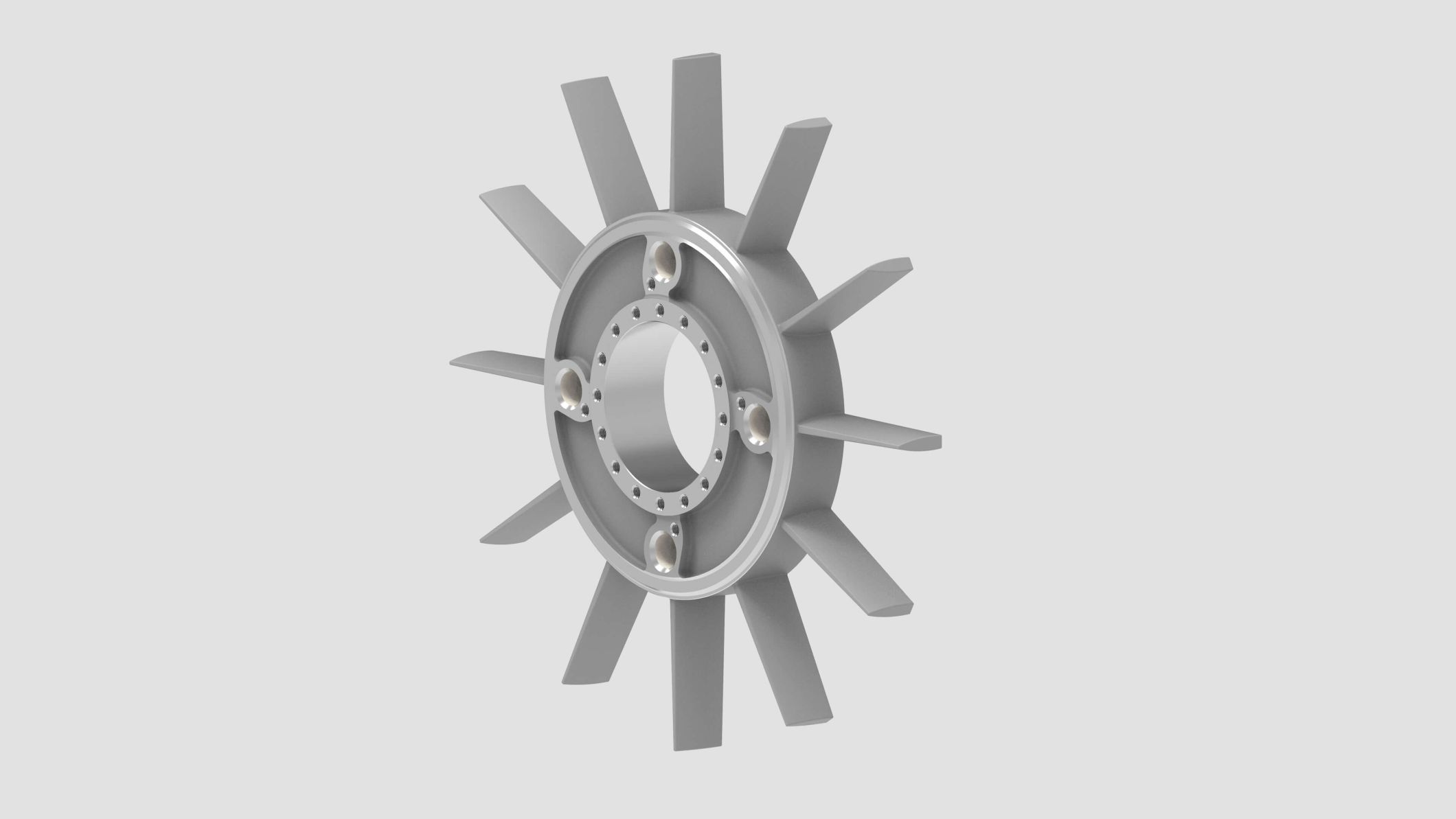
The task is to produce different parts of an aircraft turbine in difficult to cut titanium. A big challenge in this material is to machine the precise bores. First priority in such expensive parts is process reliability.
Material: Titanium
Requirements
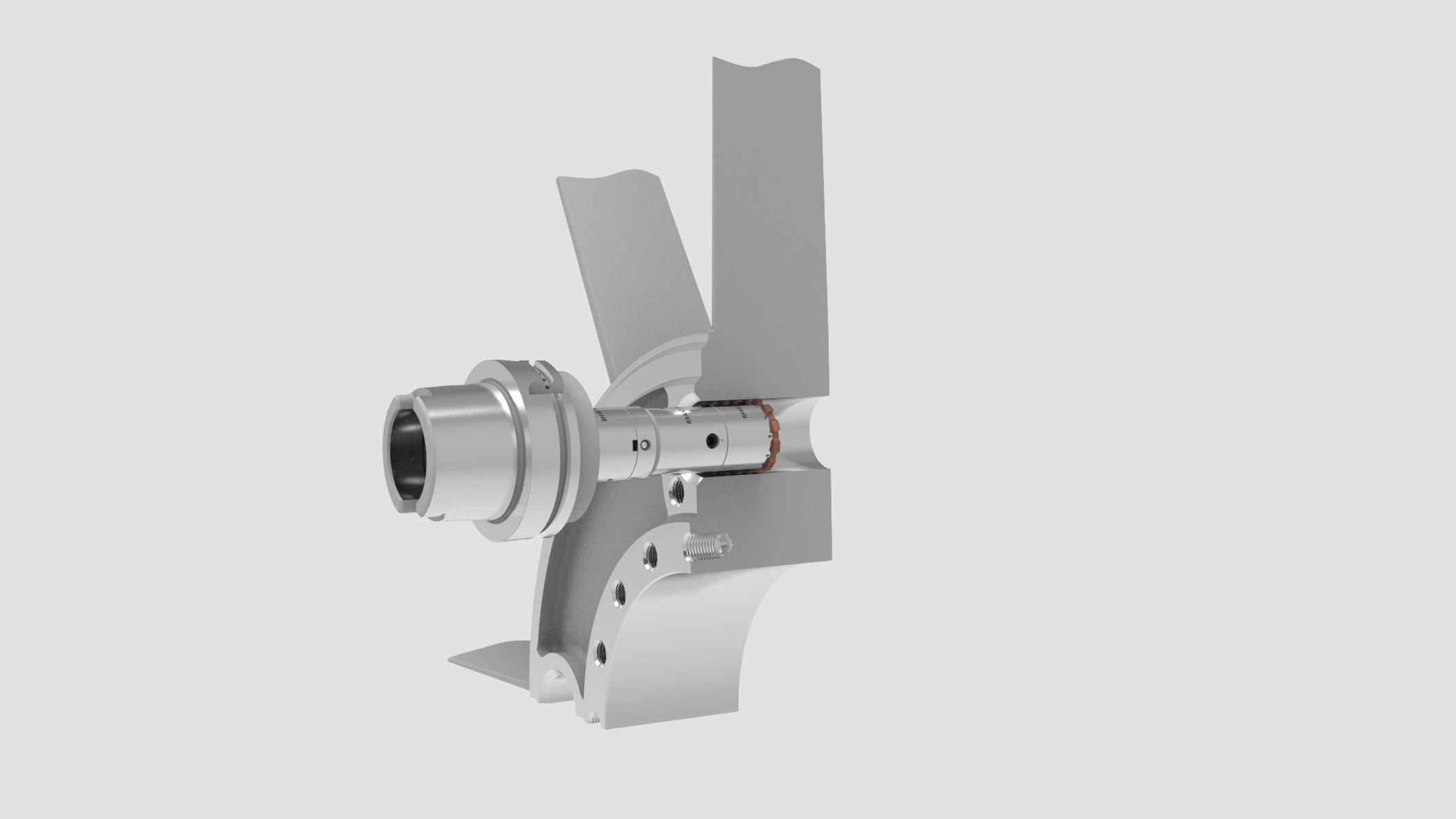
Modular reaming tool with integrated compensation mechanism
The high precise ground carbide insert takes the responsibility for the final diameter.