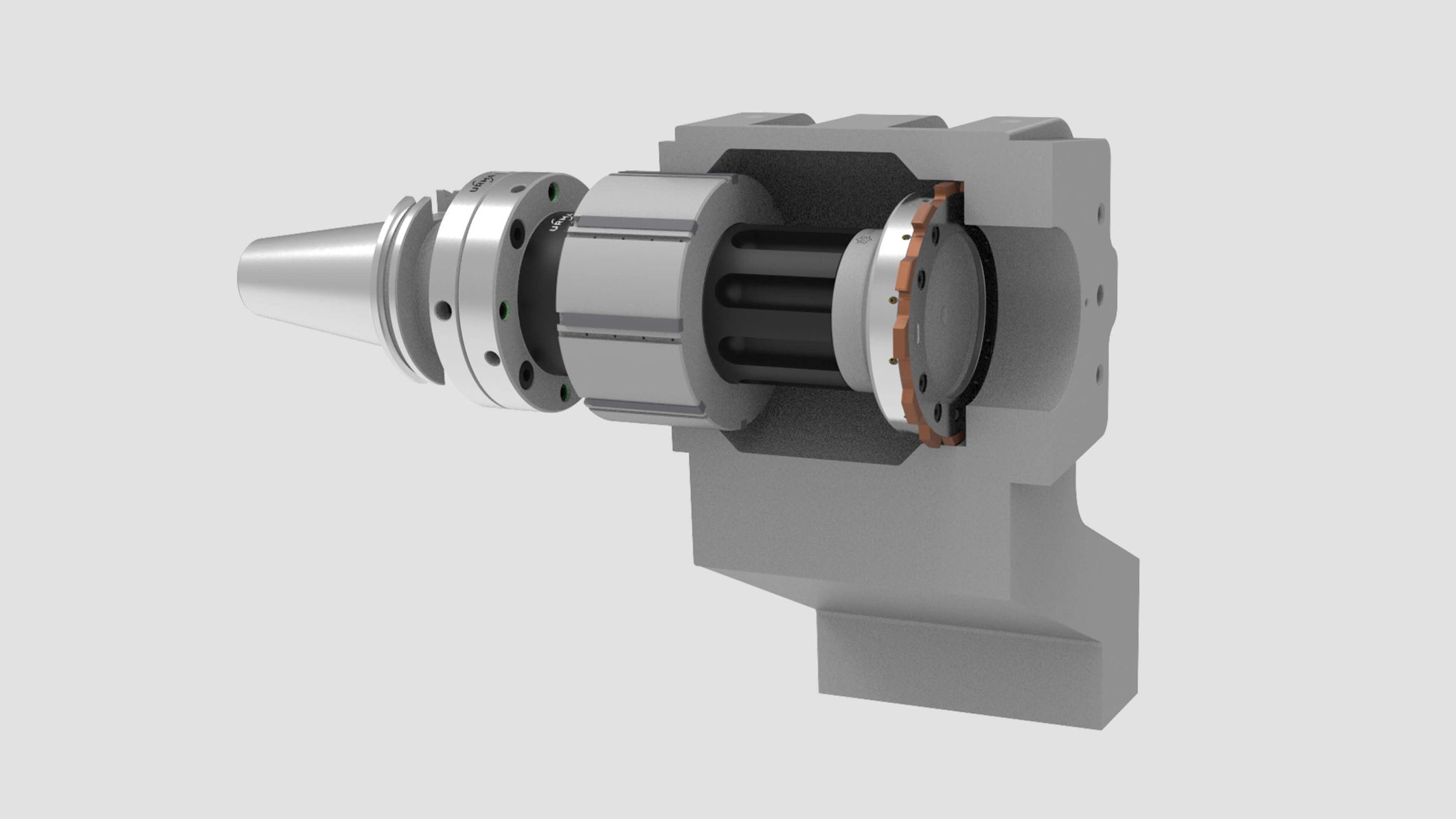
Special reaming tool with guide pads
Multi-edged RX reaming tool with 12 teeth
The ceramic guide pads assist the reaming insert to keep the required coaxiality.
The RX reaming tool achieved high process reliability and successfully replaced the current fine boring tool. Manual intervention by the operator is reduced to a minimum which allows an automated production.