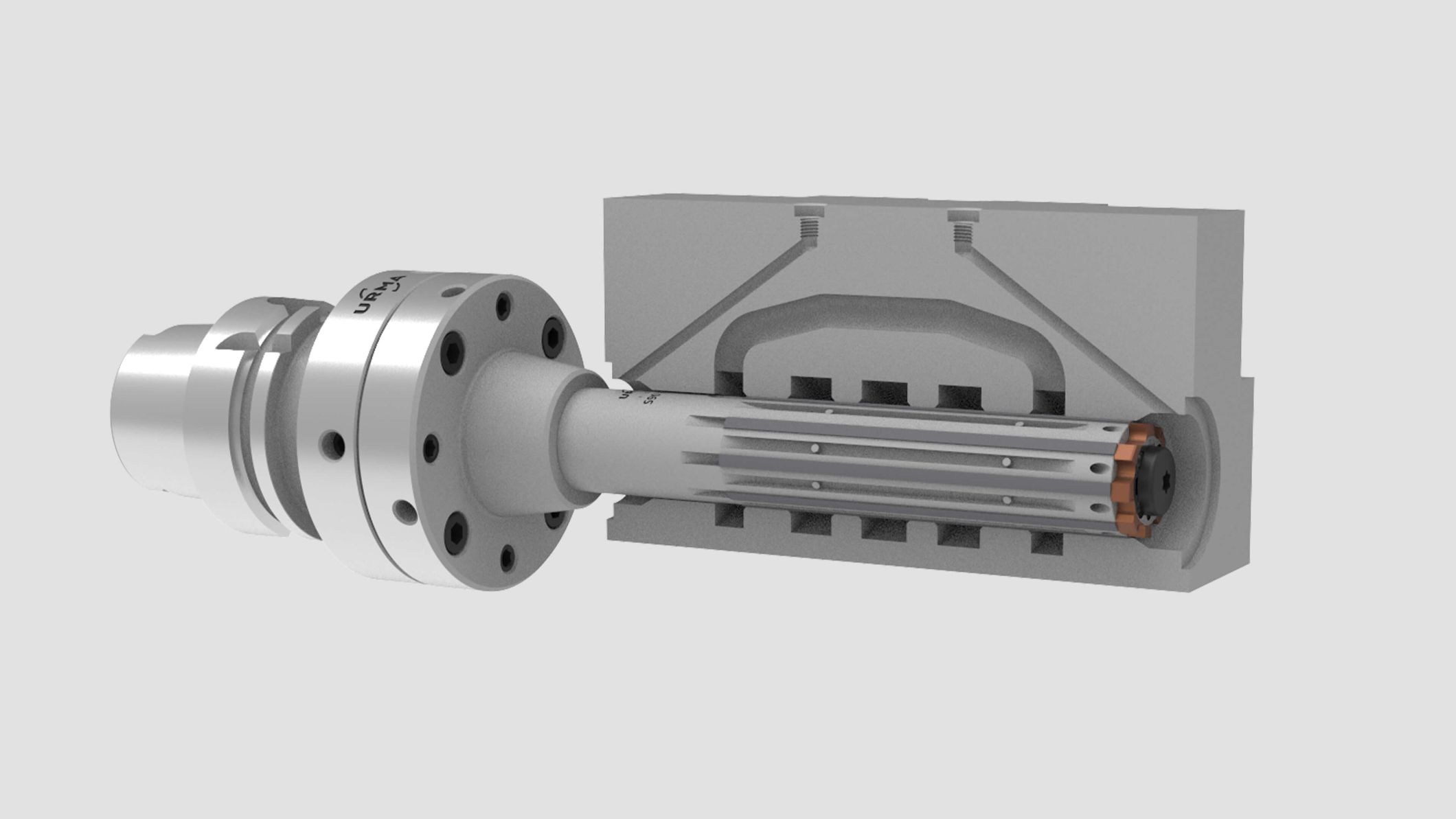
Special reaming tool with guide pads
Highest feed rates thanks to multi-edged RX reaming tool
The quick change system allows an insert change within seconds. There is no need to remove the tool from the machine and perform additional adjustments.
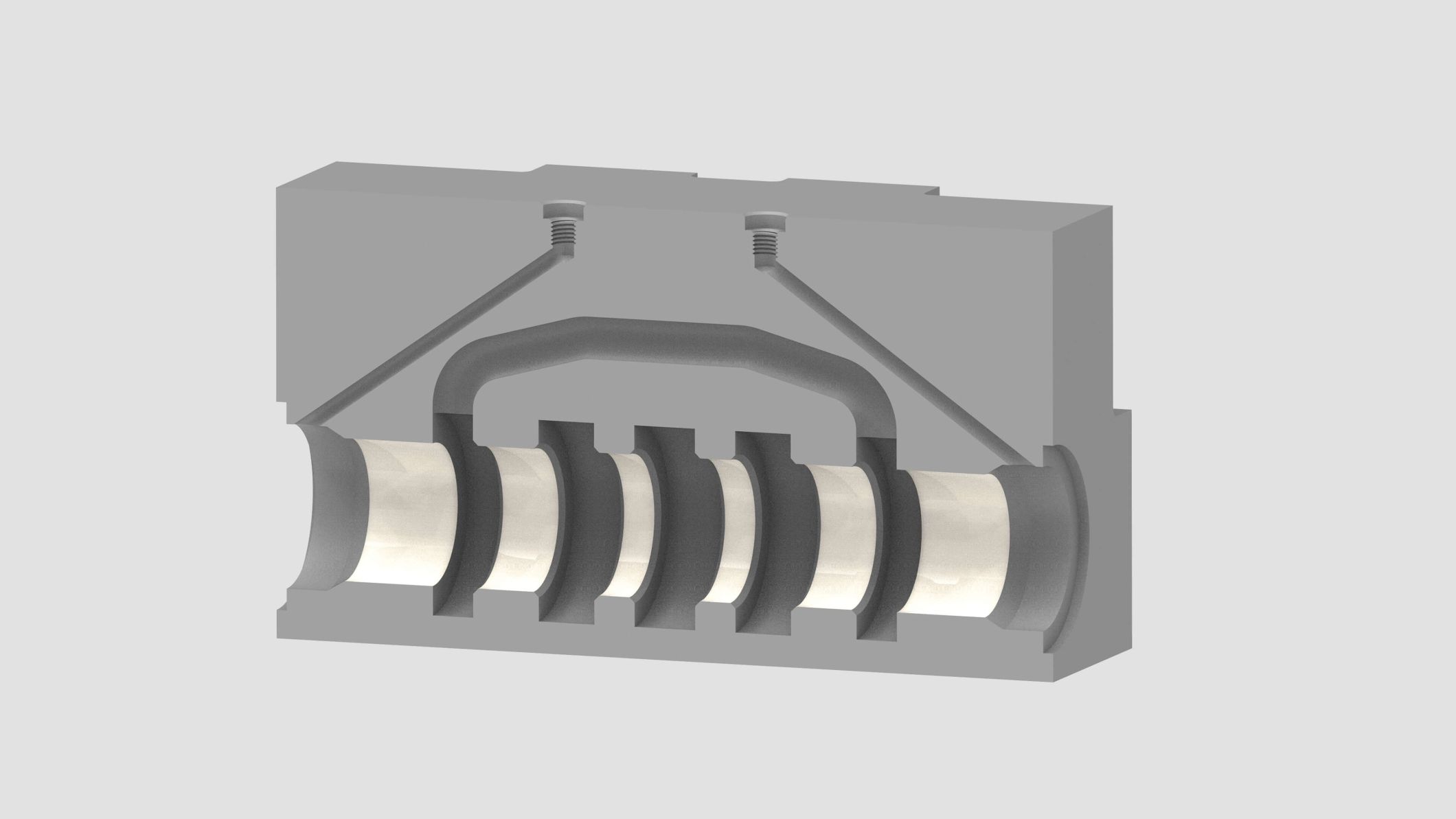
Hydraulic valve blocks with larger tolerances can be finished without an extra honing operation.